





日常的数控等离子切割机加工过程中,为了提高切割质量效果,需要操作人员关注数控等离子切割机几方面的因素和表现,南通阳光焊割在多年数控等离子切割机设备的研发生产中总结了如下五大要素,希望能给广大用户企业一些帮助和参考:1. 数控等离子切割机弧高也就是电弧高度,由于等离子弧是橄榄球外形,所以电弧高度严重影响切割质量,假如选择不当,将会形成切割面不垂直或者严重偏向,普通来说,厚板的弧高要小于薄板。2. 数控等离子切割机弧压经过调理弧压来调理输出等离子能量的大小,弧压越大,输出的能量就越大。3. 数控等离子切割机延迟主要用于穿孔,延迟的目的是为了可以正常穿孔,是切割时从穿孔到行进所需的时间,厚板时延迟时间要大于薄板。4. 数控等离子切割机移动速度合理的参数只要一个 移动速度。5. 数控等离子切割机自动调高系统自动调高系统中主要调理的是穿孔高度,穿孔高度的设置是为了穿孔时维护割炬,不合理的穿孔高度容易损坏易损件以至形成烧抢的严重结果。
数控等离子切割机切割质量的评价指标这一节我们谈一下数控等离子切割机切割质量的评价指标,对于数控等离子切割机切割质量的评价指标,相信大家都不是很清楚,接下来就由武汉耐霸小编来给大家介绍一下。 数控等离子切割机切割质量的评价指标目前还没有推荐性的标准,只有行业标准:即《热切割等离子弧切割、质量和尺寸偏差》(JB/T 10045.4-1999)。对等离子弧切割质量的评价主要包括以下几个方面: 一、切口的宽度:它是评价切割机切割质量的重要特征值之一,也反映切割机所能切割小圆的半径尺寸。它是以切口宽处的尺寸来计量的,大部分等离子切割机的切口宽度在0.15~6mm之间。造成的影响:1、过宽的切口不仅会浪费材料,也会降低切割速度和增大能耗。2、切口宽度主要与喷嘴孔径有关,一般来说,切口宽度总是要比喷嘴孔径大10%~40%。3、当切割厚度增加时,往往需要使用更大的喷嘴孔径,切口也将随之加宽。4、切口宽度增加,会使割件的变形量增大。二、表面粗糙度:它用来描述切口表面的外观,确定切割后是否需要再加工。它是测量切口深度2/3处横断面上的Ra值。由于切割气流的作用在切割前进方向上产生纵向振动的结果,主要形式是切割波纹。一般要求氧乙炔法切割后的表面粗糙度:1级Ra≤30μm,2级Ra≤50μm,1级Ra≤100μm。等离子弧切割的切口Ra值通常超过火焰切割的水平,但是低于激光切口Ra值(小于50μm)三、切口棱边的方形度:它也是反映切割质量的重要参数,关系到切割后所需要再加工程度。该指标常用垂直度U或角度公差来表示。一般来说:等离子弧切割时其U值与板厚及工艺参数关系密切,通常在U≤(1%~4%)δ(δ为板厚),激光切割U≤0.5mm。四、热影响区的宽度:该指标对于那些可硬化或可热处理的低合金钢或合金钢非常重要,过宽的热影响区宽度会明显改变切口附近的性能。空气等离子弧切割的热影响区宽度在0.3mm左右,水下等离子弧切割时,热影响区宽度还可以更窄。五、挂渣量:是描述热切割后在切口下缘粘附的氧化物熔渣或重新凝固材料的多少。挂渣的等级通常是靠肉眼观测来确定的,一般用无、轻微、中等和严重等术语来描述。另外,对割缝直线度、上缘的熔化度以及缺口等也应该有相应的要求。 
随着钢结构及数控切割下料的快速发展,钢结构厂以及钢板数控下料对数控等离子切割机0的需求量也在逐年增加。而现在大多数控等离子切割机0厂家都是中小型规模,成本技术也是趋于逐渐成熟的阶段,数控等离子切割机0的产品质量也参差不齐。所以在选择数控等离子切割机0厂家时一定要注意以下几点,因为毕竟不是买一件小东西,所以在买设备的时候一定要慎之又慎。
首先要多考察几家数控等离子切割机0厂家,全方面来考察该数控等离子切割机0厂家的实力、信誉、规模等等......
再者就是能去该数控等离子切割机0厂家的公司生产厂房参观一下,就该公司的产品质量,生产工艺,以及技术水平的生产成熟度。
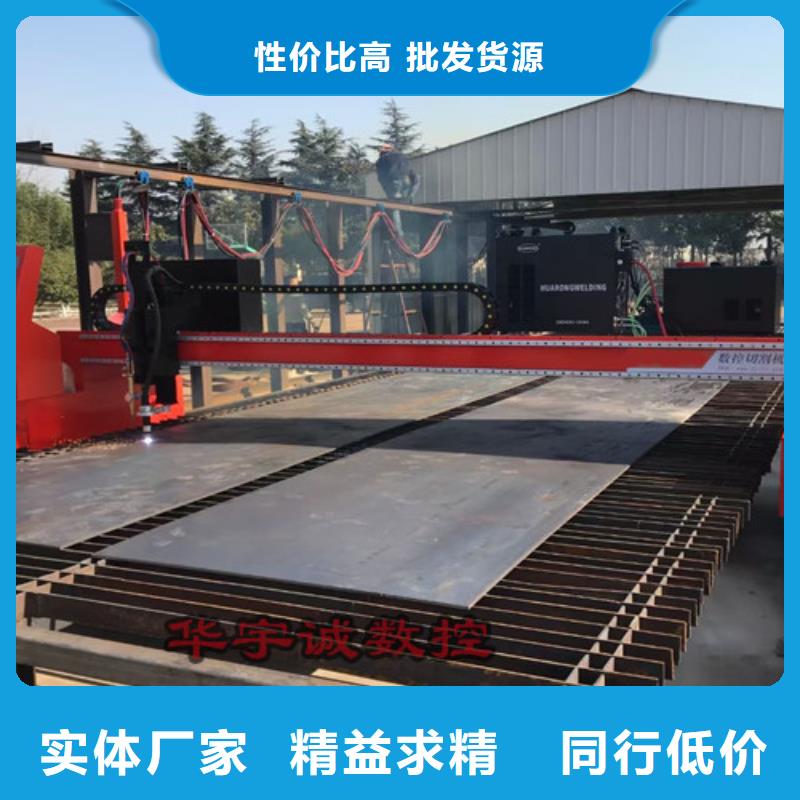
布洛尔数控等离子切割机0厂家
如果可能的话,让数控等离子切割机0厂家带客户参观他们给客户做的生产现场,因为用户现场说话才是有权威,有说服力的。
使用布洛尔数控等离子切割机0用户现场
后就是根据客户自己的现场情况以及规划的产量来选择合适的设备,以及假如设备在运行期间如果出现故障应怎么样解决,都应该和厂家有一个明确的售后方案。
布洛尔售后服务团队
在和数控等离子切割机0厂家签订购货合同时,应仔细阅读订货合同,如发现有疏漏之处应及时补充,以免在签完合同之后发生不必要的经济纠纷。
数控等离子切割机0厂家在给客户提供现场安装服务,公司将派技术服务人员进行现场指导安装、调试工作,直到设备正常运转,并提供相应的技术培训服务。
这里要说明,就是在选择设备时应特别注意,确定好哪些是有实体的公司哪些是没有实体的公司,这样才能使客户在购买设备时少走弯路,避免一些不必要的经济损失。
数控切割机行业的发展与日俱增,不断的改善,不断的提高性能,都是为了能够更好的给生产型企业带来更高效率的作业。
传统的火焰切割方式已经被淘汰了,主要是由于它的切割板材类别单一,在实际生产应用中范围太狭隘,现在用的比较多的不锈钢、铝合金等材料,都不能被满足,所以等离子切割技术的发展变得十分重要。
数控等离子切割机从初的切铝、不锈钢等板材,到现在能够切割碳钢等,都见证了其技术发展的迅速,等离子切割具有很多优势,比如切割板材速度较快、切割条件也比较容易设定、自动化也设计合理、支持无人化作业。火焰切割相比来说,要用到燃气,并且切割过程需要人工多次调节火焰参数大小,切割速度也比较慢,预热时间也会长一些,这样会一定程度上降低了生产效率,当然也不适合无人化生产。